
Multidisciplinary investigations are conducted at Southwest Research Institute (SwRI) to determine the root cause of failures and provide corrective action guidance. Gas turbines operate at extreme conditions, often at the design limit of blades, bearings, and combustion components, which means these components are life limited and more likely to experience failures than other less stressed parts.
Failure Causes
- Hot section blades typically fail because of creep, oxidation, low-cycle fatigue (LCF), and high-cycle fatigue (HCF). Contributing factors often include environmental attack, corrosion, cyclic loads, over-firing, or inadequate refurbishment. Hot section blading are life-limited items and require refurbishment or replacement at intervals dependent upon thermal exposure.
- Rolling element bearings used in aeroderivative gas turbines often fail because of lack of lubrication, oil contamination, overload, underload skidding), insufficient cooling, and manufacturing quality control. Bearings are life-limited items and will eventually fail.
- Combustors and combustion components fail because of over-firing, inadequate cooling flow control, water injection for NOx control, defective fuel nozzle spray pattern, and combustion instabilities. Many combustion components are also life-limited.
Investigation Steps
Typically, an investigation to determine the root cause failure of a blade breaks down into a series of steps involving different engineering disciplines:
- Forensic investigation
- Metallurgical examination
- Mechanical/thermal analyses
- High-cycle fatigue vibration analyses
- Fracture mechanics analysis
Often, the primary evidence of a failure is obliterated by consequential damage, thus a series of comprehensive tests and analyses are required to isolate the root cause of the failure before corrective action can be taken. The investigation of other components would follow a similar series of steps.
Forensic Investigation
An initial investigation of the failure site is essential to develop a scenario of the most likely sequence of events - which component failed first, how did it fail, the trajectories of the failed parts, and the sequence of consequential damage. The investigation includes collecting and evaluating the failed gas turbine components, interviewing operating and maintenance personnel, and reviewing operating and maintenance records. SwRI engineering teams are available on short notice to travel to the site to collect information before memories dim, environmental damage occurs, or parts disappear.
Metallurgical Examination
Image
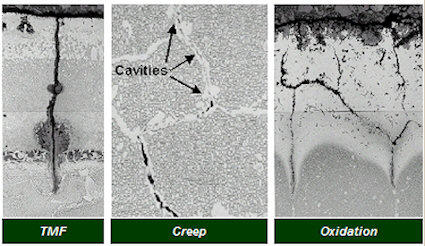
Typical failure modes.
Often the lead-off technology to establish the direction of more extensive examination of the failure cause. Metallurgical examination includes microscopic examination to determine the failure mechanism and initiation site [LCF, HCF, thermal mechanical failure (TMF), creep, corrosion, overheating, oxidation/corrosion]. Mechanical and chemical tests are conducted to determine if the material's properties meet specifications. SwRI metallurgical examination capabilities include optical and scanning electron microscopes (SEMs), etc., to identify failure modes. SwRI metallurgical engineering staff specialize in gas turbine materials, coatings, welding, failure analysis, and remaining life assessment. Failure modes are identified by SwRI using high-magnification fractographic examination. Typical failure modes are shown below.
Mechanical/Thermal Analyses
SwRI testing and analysis methods quantify the underlying forcing functions in the operating environment of the failed component. Temperature profiles of hot section components are defined as functions of ambient temperature, operating conditions, cooling flow, thermal barrier coating (TBC) condition, etc. Steady stresses of rotating blades are based on centrifugal and gas bending loads and thermal gradients. SwRI staff has experience in engine design, thermal and loading analyses based on Brayton cycle and mean line flow aerodynamic models, as well as finite element analysis and computational fluid dynamics modeling.
High-Cycle Fatigue Vibration Analyses
A range of capabilities for evaluating vibratory stresses of rotating parts is available at SwRI including rotating strain gage telemetry, finite element analysis, and modal impulse testing. The latter method combines stationary vibration impulse testing with predictions of pulsation caused by stator wakes and flow distortion. Impulse testing can be conducted at SwRI labs or at the customer site using portable equipment. See SwRI Blade Vibration Audit Technology.
Fracture Mechanics Analysis
Measurements or estimates of crack striation spacing provide a means for estimating fatigue life and endurance under damaging conditions. Combined with knowledge of speed, temperature, and other operating conditions, the actual time to failure and oscillating stress levels can be determined. These can be compared with the failure experience and stress levels deduced by impulse testing or finite element analysis.
SwRI can offer you a full range of capabilities and experience in rotating machinery technologies including becoming an extension of your engineering department. To contract with SwRI, please contact the Machinery Services Hotline at +1 210 522 3000.
For more information, contact Ben White or call +1 210 522 2554.