Alvin is a three-person, deep-diving science submersible owned by the U.S. Navy and operated by Woods Hole Oceanographic Institution (WHOI) for almost 50 years. During that span, it has made more than 4,000 dives. Over the last half-century it has assisted in locating an H-bomb, photographically documented the wreckage of the Titanic, and evaluated deep-sea life in the Gulf of Mexico following the Deepwater Horizon oil spill.
Southwest Research Institute (SwRI) has been part of its rich history, both before its initial launch in 1964 and most recently for a major redesign of the submersible.
The story of Alvin is interesting not only because of the technology employed in its initial construction, but because it is a par-ticularly interesting saga of SwRI engineers overcoming the challenges associated with a "life-extending” technology update of a legacy program.
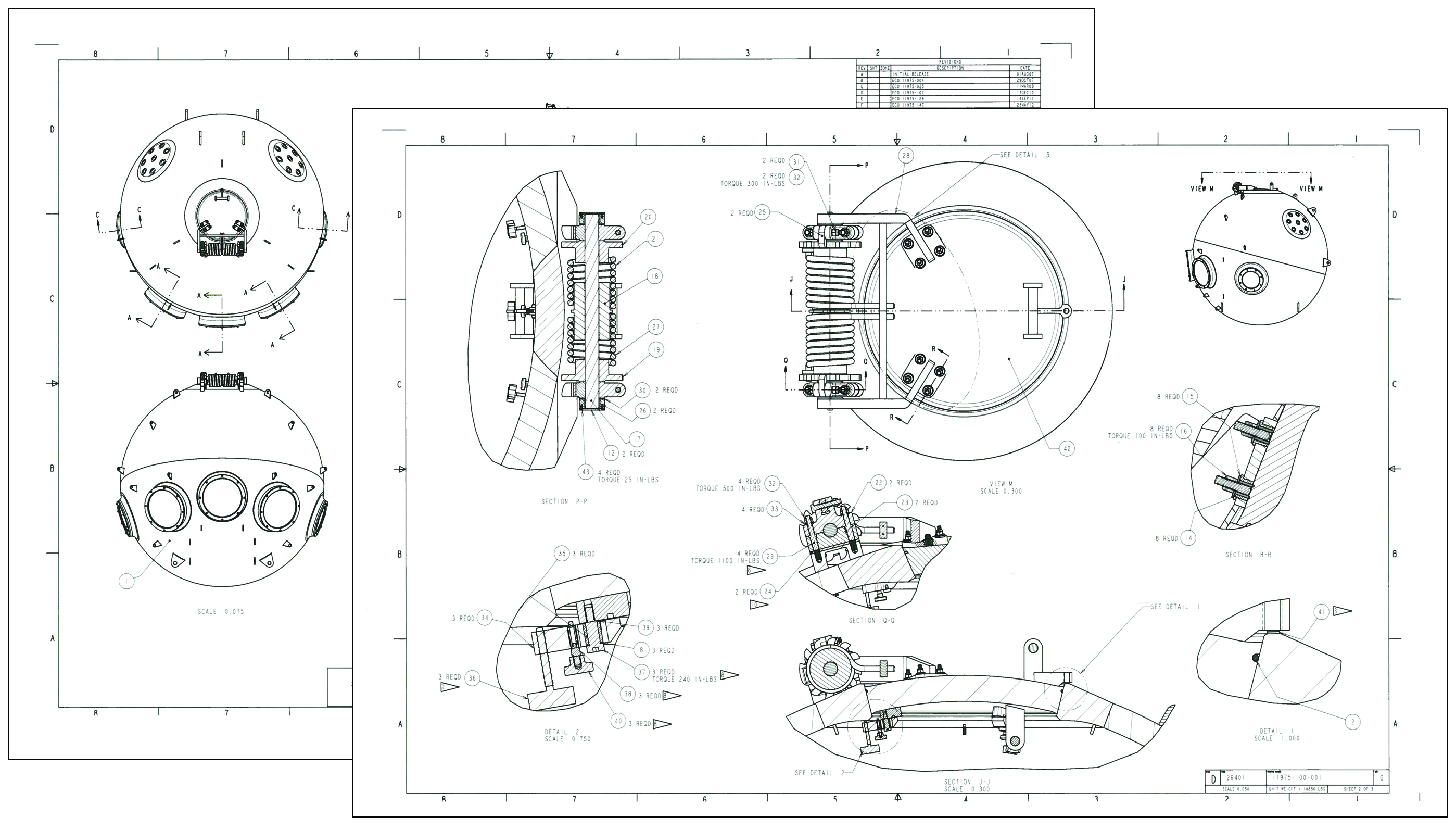
An Alvin replacement concept
Alvin, named after Allyn Vine, a physicist and oceanographer who envisioned the concept of the submersible, was initially commissioned June 5, 1964, with an HY-100 steel personnel sphere and an operating depth of 2,440 meters (8,010 feet). A year earlier, Alvin’s personnel sphere had been hydrostatically tested in a 90-inch test chamber at SwRI, marking the beginning of a 50-year relationship between SwRI and the submersible.

Author Jerry Henkener, a staff engineer in SwRI’s Mechanical Engineering Division, specializes in equipment design and systems engineering for large manned and unmanned submersibles and other large equipment for a variety of industries.
In 1973, Alvin was retrofitted with a new personnel sphere made from tita-nium alloy 6211 and was initially certified by the U.S. Navy for an operating depth of 4,000 meters. In 1994, after an arduous series of calculations by the Naval Sea Systems Command (NAVSEA) structures branch of the U.S. Navy, Alvin’s operating depth was increased from 4,000 meters to 4,500 meters, allowing scientists to view 68 percent of the ocean floor.
In the late 1990s, WHOI engineers began investigating options for either upgrading or replacing Alvin. The submersible had been a workhorse for the scientific community, but its 4,500-meter depth limit was out of step with competing countries. On the international scene, the French had been operating their deep-diving submersible, Nautile, since 1984; the Russians had been operating their MIR submersibles since 1987; and the Japanese had been operating their Shinkai 6500 since 1989. All of these foreign, deep-diving submersibles had greater depth capabilities than Alvin. The Nautile and MIR submersibles had an operating depth of 6,000 meters, while the newer Shinkai 6500 had an operating depth of 6,500 meters, allowing scientists to cover 98 percent of the ocean floor.
Engineers at WHOI were particularly interested in increasing Alvin’s depth capabilities, enlarging the personnel space and adding more viewports with improved visibility for the scientists. WHOI engineers began collecting information related to Alvin improvements during visits with the French, Russian and Japanese submersible operations. From these visits, they identified desirable changes to Alvin, including a personnel sphere with an internal diameter of 2.1 meters, larger windows for the main three viewports and an increased depth rating of 6,000 meters.
In 1999, SwRI was under contract to WHOI to perform an initial concept layout and cost estimate for a replacement submersible. SwRI was selected because of its previous work on Alvin and a joint effort with WHOI engineers on a habitat system conceptual design for the National Oceanic and Atmospheric Administration (NOAA). SwRI also had a long relationship with International Submarine Engineering (ISE) Ltd., of Canada, which was well known to WHOI engineers because of its manned submersible design and fabrication history going back to the Pisces submersibles, the forerunners of the Russian MIR submersibles. ISE was named a major subcontractor for the replacement submersible concept study.
Design documents
The initial concept study called for a maximum operating depth of 6,000 meters and was based on meeting stringent functional and design requirements. The new submersible had to operate from the existing support ship, Atlantis; have overlapping optical vision, allowing the scientists to see what the pilot sees; transit to the bottom in two hours, with a bottom operating time of 10 hours; and have a larger internal space in the sphere for equipment and personnel comfort. Because the new submersible would be larger and heavier, materials had to be selected that would minimize the increase in sphere weight. Overlapping occupant vision would also require special fabrication techniques and improved hydrodynamics would be necessary to transit faster to the bottom.
SwRI submitted its initial concept study to WHOI in March 2000, and was awarded a follow-on contract to develop a more detailed conceptual design for a replacement submersible with an extended depth capability to 6,500 meters. The conceptual design effort included a tradeoff study of three materials: titanium alloy 6Al-4V ELI, titanium alloy 5111 and Maraging steel. Titanium alloy 6Al-4V ELI was selected because of its availability, higher strength-to-weight ratio and use in other subsea applications where strength and fracture toughness are important considerations, as is corrosion resistance. ISE assisted with the conceptual design effort for the hydrodynamic analysis and a tradeoff study of battery technologies to meet the new power requirements. Expert consultants were also hired for their inputs to acrylic window design and ballast system improvements.
Designing Alvin II
The conceptual design was developed to meet American Bureau of Shipping (ABS) requirements for submersibles, but U.S. Navy certification requirements were used where needed. For example, to meet the hull weight target of 10,500 pounds, the standard equations required by ABS could not be used. Instead project engineers used equations and rules devel-oped for the U.S. Navy’s deep-diving submersible, Sea Cliff, and the existing Alvin submersible. After submitting the analysis report, it was clear that the ABS hull thickness design rules could not be followed to meet the target weight.
SwRI engineers had to obtain ABS approval to substitute the U.S. Navy design rules. ABS accepted the change, and SwRI completed the submersible conceptual design effort, submitting its final report in April 2004.
Results of the conceptual design effort concluded that it was feasible to design and fabricate a replacement submersible that was capable of operating to 6,500 meters and still meet WHOI’s other functional requirements. The report also showed that the major risk was forging the hull hemispheres. It recommended the team pursue purchasing titanium ingots and proceed with the detailed design of the new personnel sphere. It also recommended developing lighter weight syntactic foam and lithium-ion battery packs without the need for heavy housings.
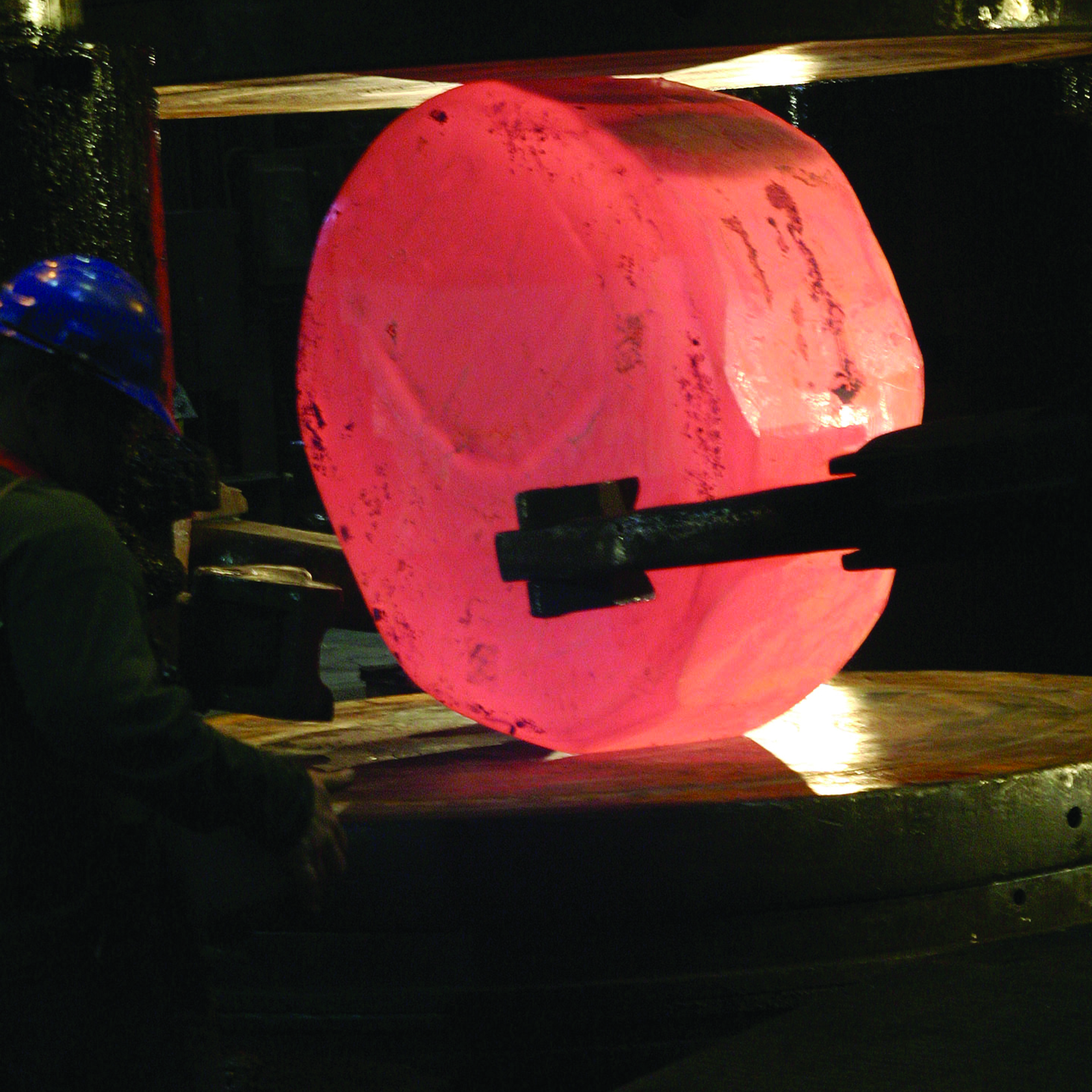
To create Alvin’s personnel sphere, each of two titanium billets (a) was formed to create identical 130-inch di-ameter, 6.5-inch thick plates that would be forged into hemispheres.
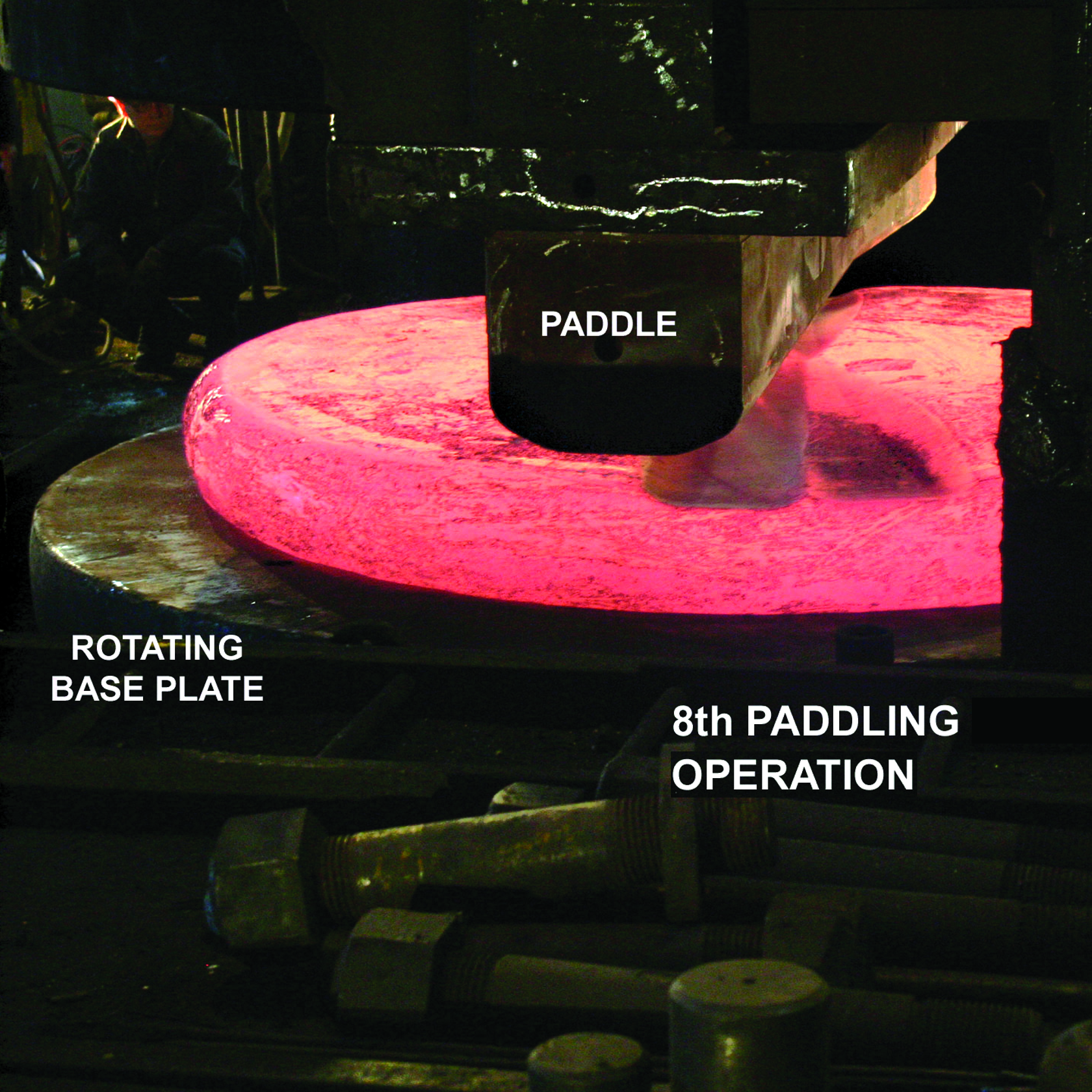
After reaching a certain diameter, the material was paddled to achieve the desired thickness and diameter.

Each flattened billet was then placed in a press.

After the hemispheres were formed, they were heat-treated and underwent rapid quenching to attain the desired high-strength material properties.
It was clear that developing a new submersible would involve three significant areas of risk: designing and fabricating the personnel sphere, developing improved syntactic foam to minimize the expanded volume caused by heavier components for the deeper depth, and improving battery power for better transit speed and bottom duration. SwRI was awarded the personnel sphere fabrication contract while other companies were awarded contracts for the foam investigation and battery study.
SwRI developed a detailed specification for the design and fabrication of the personnel sphere and was under contract by the end of 2005. To minimize SwRI’s risk and to ensure that all technology issues were addressed, SwRI retained expert consultants in titanium materials and titanium welding, and an expert with experience in manned submersible finite element analysis (FEA) to meet both NAVSEA and ABS requirements. SwRI also enlisted help from several experienced NAVSEA personnel with expertise in underwater materials and structural analysis. With a team in place, SwRI took on the challenges of designing the personnel sphere.
Design challenges
These challenges included optimizing material properties to achieve high strength, adequate fracture toughness and good deformation characteristics, allowing for the sphere to be designed with minimum weight. Another challenge was optimizing the front viewport window size and configuration to permit fabrication and welding with minimal distortion, yet with the windows close enough to allow a field-of-view overlap. Deformation characteristics and requirements also had to be determined because compressive deformation data for titanium alloy 6AI-4V ELI was almost nonexistent. Finally, the team needed to ensure that the sphere could withstand the maximum operating pressure with an adequate margin for buckling.
The SwRI team worked with the titanium ingot manufacturer to tailor the ingot’s chemistry with high oxygen content within the ELI (extra low interstitial, or higher purity) range, to result in high-yield strength while maintaining adequate fracture toughness, and with low iron and hydrogen content to maximize material creep strength. The front viewport windows were designed to allow for welding a minimum diameter titanium insert to house the acrylic window.
The biggest challenge to the visual overlap was avoiding high stresses in the hull. Any significant bending stress would require added material and weight to provide an adequate safety margin against buckling and material creep. The design specification required no material creep at the maximum operating depth regardless of duration, and no material creep-to-buckling failure for 88 hours should the submersible be trapped at the established emergency depth of 6,800 meters. Because the Navy’s Sea Cliff hull was studied extensively for material creep, results from that study were used for direct comparison. The requirements for the new hull made of 6AI-4V ELI material had to be equal to or better than the material creep strength of the 6211 material used in Sea Cliff. Tests showed that the material creep strength for 6AI-4V ELI was slightly better than that of 6211. The buckling analysis was a significant challenge because neither NAVSEA nor ABS had an acceptable or validated methodology for determining the point of buckling. Buckling was determined using the equations previously developed for Sea Cliff and Alvin with a generous factor for uncertainty and fabrication differences. SwRI also developed an FEA nonlinear methodology for determining a load for buckling failure that agrees with the equation results. Although the buckling analysis was accepted for the Alvin personnel sphere, future work needs to be done to validate the SwRI-developed FEA buckling methodology.

Once the hemispheres were welded together, the sphere was mounted in a rotating fixture to allow electron beam welding of the viewports and other inserts.

SwRI technicians install 80 strain gages in preparation for final hydrostatic pressure testing.
Instead, an Alvin upgrade
Before the personnel sphere design was completed, WHOI learned that the National Science Foundation budget could not support a full replacement submersible. WHOI decided to proceed with upgrading the existing Alvin until funding was available. Sphere fabrication began after the design and analysis reports were completed and accepted. SwRI engineers had already received more than 40,000 pounds of titanium ingot. The first major fabrication challenge and area of greatest risk was forging the personnel sphere components. Currently no company in the U.S. can roll wide, thick titanium plate to the size used previously for Sea Cliff and Alvin. Therefore, the discs for the hemisphere forgings
had to be carefully formed and paddled, each from a 17,000-pound, 36-inch diameter ingot. Any mistake or unexpected cracking along the many steps of the process would have resulted in a scrapped hemisphere. The project was totally success-oriented with no plans for a spare ingot and no guarantees from the forger in case of unexpected problems. Fortunately, the skill and experience of the forging com-pany provided excellent results.
The second major challenge was welding the hemispheres together and welding eight inserts into the machined hull. The design and the 6,500-meter depth rating depended upon the sphericity of the hull being near-perfect, with less than 0.125 inches deviation. Sphericity deviation greater than this would require decreasing the submersible’s operating depth because the hull could not withstand the greater pressures. To minimize distortion, especially with the close-fitting front viewport inserts, electron beam welding was selected. Electronic beam welding uses no filler material and has proven capable of welding thick sections of titanium with minimal distortion. Thick titanium samples were used to demonstrate that electronic beam welding was a viable process for the hull.
A near-perfect sphere
The new Alvin sphere is believed to be the largest thick-section titanium sphere — nearly three inches thick — fabricated in the U.S. using electronic beam welding. The weld joints required extremely close-fitting parts to help minimize weld shrinkage and resulting distortion. The overall result was even better than anticipated. Although the allowed sphericity deviation was 0.125 inches, the final measurements showed that the sphericity deviations around all of the weld joints were 0.035 inches or less. Overall, the new sphere is an inch thicker than the previous one and provides 27 cubic feet more interior space for the crew.

The upgraded Alvin was mounted on its support ship Atlantis. After the bon voyage celebration, Atlantis headed to the west coast for Alvin’s sea trials.
By 2010, the higher risk steps in the fabrication process were completed. Also in 2010, the sphere was vacuum stressed-relieved and shipped to SwRI where studs and attachment lugs were welded and the hatch components were assembled and tested. All major components required detailed assembly and validation test procedures to ensure personnel safety and process repeatability. The sphere was instrumented with 80 strain gages for final hydrostatic pressure testing, which was performed in a large test chamber at a facility in Annapolis, Md., to a pressure equivalent to the 6,500-meter operating depth and the 6,800-meter emergency depth. Results showed strains slightly less than predicted and no measurable material creep strain at either 6,500 meters or 6,800 meters. The target material creep strain values were so low that it was difficult to distinguish the difference between material creep and
data collection noise. Extensive data analysis led to the conclusion that no measurable material creep was detected. The hull was proof-tested in accordance with the ABS requirements to 1.25 times the maximum operating depth pressure or about 12,000 psig. The measured strain levels at proof pressure were acceptable and matched the expected levels indicated by SwRI’s finite element analysis. The personnel sphere was cleaned and shipped to WHOI, where it was installed in the upgraded Alvin submersible.
Bon voyage, Alvin!
Near the end of 2011, the National Science Foundation decided the upgraded Alvin submersible required both ABS and U.S. Navy certification. This change was also applied to the personnel sphere and resulted in additional analysis as well as design and fabrication justification. The Navy certification process stretched the schedule, and after the bon voyage ceremony in late May 2013, the upgraded Alvin was awaiting certification by the Navy. However, the SwRI personnel sphere within was accepted for certification by the Navy. The documentation for designing, fabricating and testing was reviewed and found to be acceptable to ABS as well.
Epilogue
SwRI was invited to the bon voyage ceremony held at WHOI. The completed Alvin upgrade with the installed personnel sphere was on its support ship, Atlantis, in preparation for sea trials. After the ceremony, the support ship left WHOI for operations in Oregon. Sea trials were completed this past November in San Francisco, paving the way for U.S. Navy certification. When certified for its new operating depth, Alvin is expected to travel to many previously unexplored areas for years to come, adding to its already impressive résumé.
Questions about this article? Contact SwRI Solutions.